Виробництво спортивних та мисливських патронів, дріб, кулі та картеч для професіоналів. Бізнес виробництво патронів для постачання до збройових магазинів
В окрузі Лонок штату Арканзас знаходиться завод компанії Remington, що виробляє боєприпаси, що поставляються до багатьох країн світу. Це єдиний патронний завод компанії, але його потужностей достатньо, щоб задовольнити попит на боєприпаси Remington у США та за їх межами.
На території в 485 га розташовані виробничі цехи, житлові приміщення, їдальня, шпиталь, інші будівлі (загалом на території заводу знаходиться 46 будівель загальною площею 70 000 кв. м), а також стрільбище та мисливські угіддя, населені дикими тваринами. Завод був побудований у 1969 році та експлуатується з 1970 року. Оскільки до найближчого міста понад 30 км, на території підприємства створено всю необхідну інфраструктуру для роботи, проживання та харчування персоналу. На сьогоднішній день на заводі працює 1257 співробітників, в деяких цехах робота йде цілодобово. За рік Remington виробляє 2,6 млрд. патронів і 100 млн. одиниць товарів для релоадингу (гільз, куль тощо), при цьому витрачаючи 20 000 т свинцю і 5500 т міді.
Редактор збройового блогу thefirearmblog.com Філ Уайт відвідав патронний завод компанії Remington, після чого описав процес виробництва найпопулярніших типів боєприпасів.
Вид заводу з супутника
 Коли діючих потужностей виявляється недостатньо, на території заводу з'являється новий цех.
Коли діючих потужностей виявляється недостатньо, на території заводу з'являється новий цех.
 У такому вигляді свинець надходить на завод
У такому вигляді свинець надходить на завод
 Потім його розкочують у циліндри та відправляють на виробничу лінію
Потім його розкочують у циліндри та відправляють на виробничу лінію
 Свинець у циліндрах проходить через спеціальні верстати, де набуває форми дроту.
Свинець у циліндрах проходить через спеціальні верстати, де набуває форми дроту.
 З дроту вирізують і штампують заготівлі кулі. На фото – свинцева куля для пістолетного патрона
З дроту вирізують і штампують заготівлі кулі. На фото – свинцева куля для пістолетного патрона
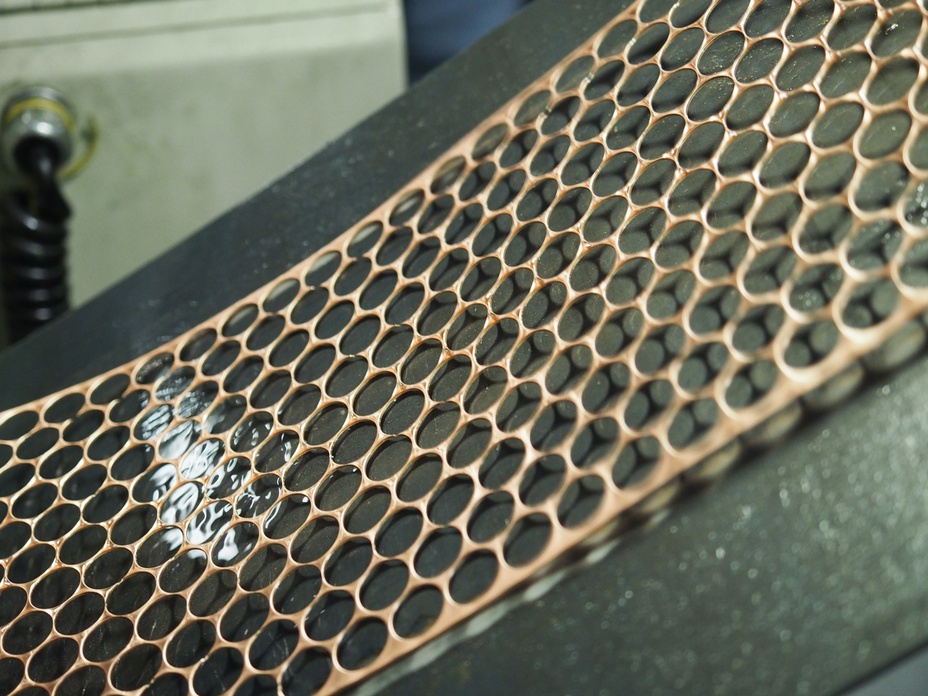 Мідь надходить на завод у вигляді рулонів і ріжеться на листи. На фото – мідний лист після штампування.
Мідь надходить на завод у вигляді рулонів і ріжеться на листи. На фото – мідний лист після штампування.
 Так виглядають заготовки, з яких будуть виготовлені оболонки свинцевих куль
Так виглядають заготовки, з яких будуть виготовлені оболонки свинцевих куль
 А так виглядає заготівля для гільзи патрона калібру.
А так виглядає заготівля для гільзи патрона калібру.
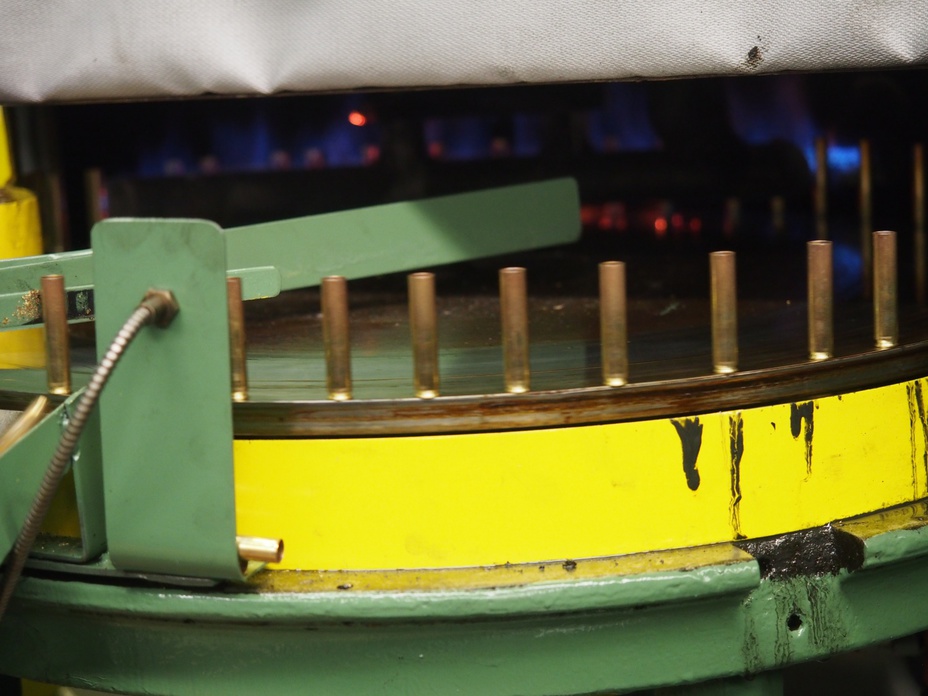 У цьому пристрої гільза обпалюється для подальшого надання їй потрібної форми
У цьому пристрої гільза обпалюється для подальшого надання їй потрібної форми
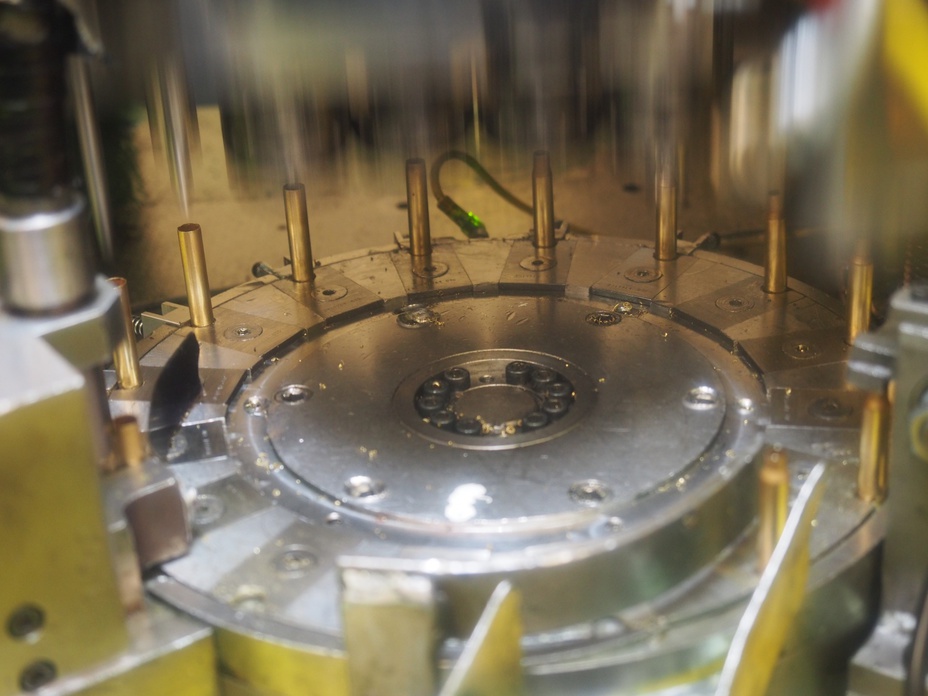 Надання гільзі остаточної форми. Механізми працюють так швидко, що на фото цей процес виглядає розмитим.
Надання гільзі остаточної форми. Механізми працюють так швидко, що на фото цей процес виглядає розмитим.
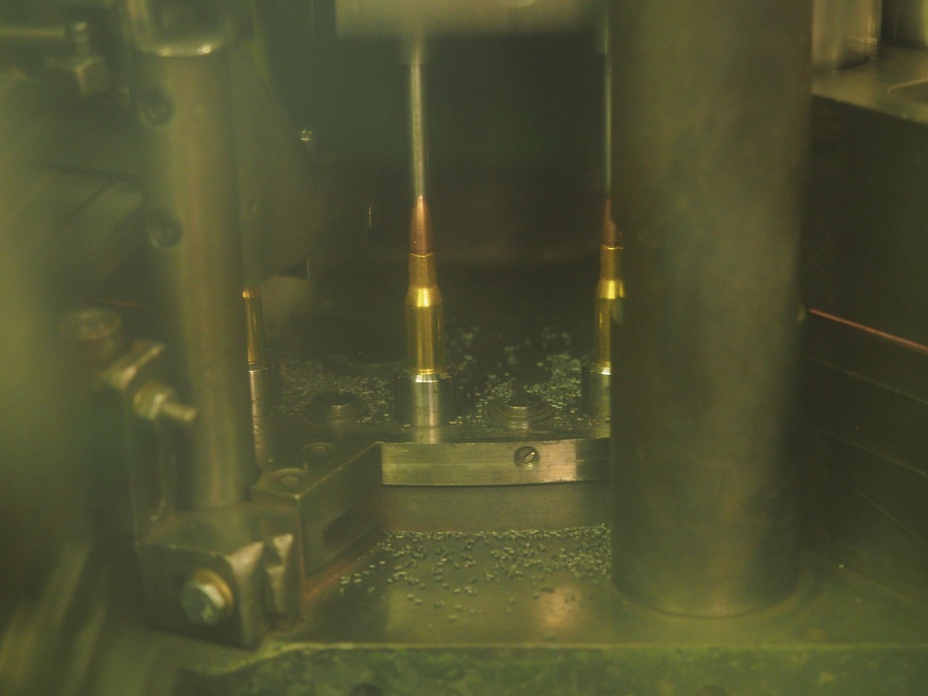 Далі в гільзу встановлюють капсуль, засипають порох і вставляють кулю
Далі в гільзу встановлюють капсуль, засипають порох і вставляють кулю
 Готові патрони рухаються транспортною стрічкою на упаковку
Готові патрони рухаються транспортною стрічкою на упаковку
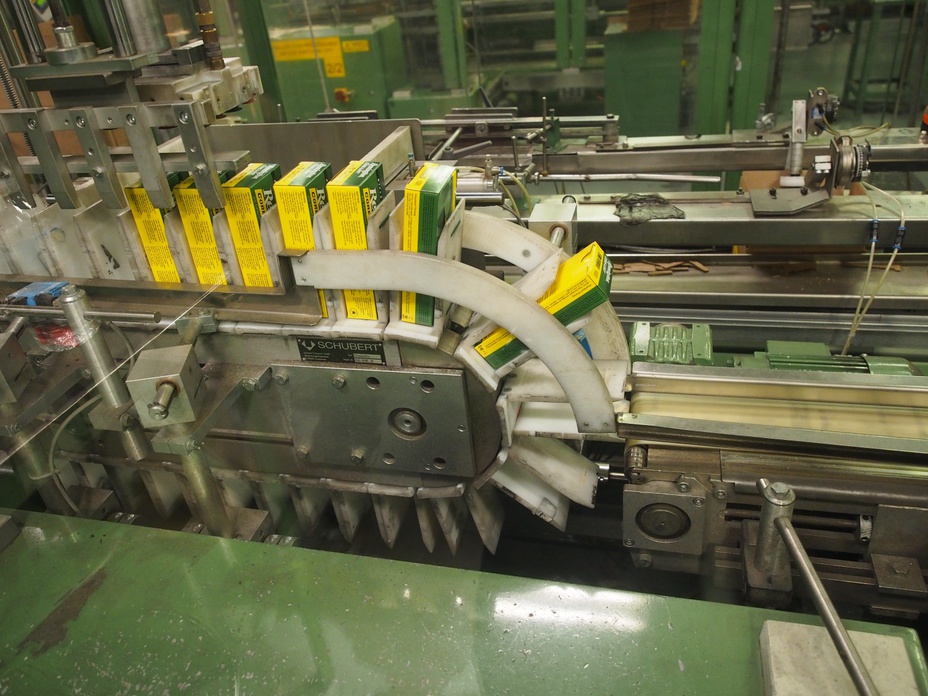 Упаковані патрони готові їхати до магазину
Упаковані патрони готові їхати до магазину
 Роботизована «
рука »
вантажить ящики з патронами на піддони
Роботизована «
рука »
вантажить ящики з патронами на піддони
Винахід відноситься до виробництва патронів стрілецької зброї, зокрема виготовлення гільз патронів різних калібрів. Із заготовки, відрізаної від прутка або дроту, суміщеним поперечно-подовжнім видавлюванням отримують циліндричний східчастий стаканчик. При цьому використовують матрицю, виконану з напрямною частиною та кільцевою робочою порожниною, і протипуансон. Діаметр кільцевої порожнини матриці перевищує діаметр її напрямної частини. Діаметр протипуансону дорівнює 0,5 1,5 діаметра напрямної частини матриці. Протипуансон утворює з перетином напрямної частини матриці із внутрішньою поверхнею робочої порожнини зазор. Поперечно-подовжнє видавлювання виробляють з частковим або повним витісненням матеріалу заготовки з напрямної частини матриці її кільцеву робочу порожнину через згаданий зазор. Потім здійснюють потонання стінки стаканчика витяжкою і штампування дна з формуванням капсульного гнізда гільзи. В результаті забезпечується скорочення кількості технологічних операцій та зниження навантаження на інструмент. 1 з.п. ф-ли, 3 іл. 
Малюнки до патенту РФ 2446909
Винахід відноситься до виробництва гільз для патронів стрілецької зброї, а також може бути використане для виготовлення гільз до цивільної, службової, бойової ручної стрілецької зброї, піропатронів, будівельно-монтажних патронів та артилерійських пострілів, зокрема технології виготовлення гільз.
Гільза – основний конструктивний елементпатрона або артилерійського пострілу, якого пред'являють високі вимоги щодо точності форми, розмірам, масі, якості поверхні та інших.
Діюча на даний час на підприємстві технологія виготовлення гільз, відпрацьована протягом усього минулого століття, не зазнала істотних змін. технологічні процеси ІМ 01100.02230, ІМ 01100.01525, ІМ 01100.00327 та ін. виготовлення гільз патронів стрілецької зброї.
Вихідним матеріалом для виготовлення гільз служить або латунна (Л68 ГОСТ 5362-78, Л63 ГОСТ 2208-2007), або сталева (18ЮА ГОСТ В 26853-86, 11ЮА ГОСТ 8851-75), або біметалічна (бі8-4 на основі сталі 18КП ГОСТ 1050-88) смуга (стрічка, лист), з якої розділовими операціями листового штампування - відрізкою та вирубкою отримують плоску, як правило, круглу в плані заготівлю гільзи. Технологічний процес надалі включає кілька операцій витяжки, одну або кілька операцій штампування дна з формуванням капсульного гнізда та обтиску дульця, термічні та супутні ним хімічні операції з очищення поверхні від окалини, що утворилася в процесі відпалу, допоміжні операції з підготовки поверхні під змащення та антикорозійних покриттів, а також ряд контрольних операцій, що забезпечують контроль необхідних розмірів та якості гільз.
Незважаючи на стабільність і високий рівень виробництва, технологія, що діє, має один істотний недолік - низький коефіцієнт використання металу, рівний 0,38-0,54, при цьому дві третини всіх відходів припадають на висічку - метал, що залишається після вирубки круглих заготовок при багаторядному шаховому розкрої смуги або стрічки. До недоліків такого способу можна віднести складність технологічного процесу і пов'язану з цим високу собівартість виготовлення гільз.
Німецька фірма «Капп» наприкінці Другої світової війни розпочала масове виробництво сталевих 7,92 мм гільз із прутка. Технологія формозміни плоскої після осідання заготовки, нічим не відрізнялася від технології, що використовується в Росії.
Відома технологія отримання гільз набоїв з квадратної (прямокутної), або шестигранної в плані заготівлі, при якій напівфабрикати гільз після витяжки набувають корончастої форми відкритого торця. Така технологія знижує витрату металу, але западини біля відкритого торця, будучи концентраторами напруги, наводять на наступних операціях витяжки до утворення тріщин, що вимагає збільшення розмірів заготовки, додає при цьому ряд додаткових операцій, знижуючи позитивний ефект від такого удосконалення.
Нагрів заготовок перед штампуванням і видавлюванням не дав істотних переваг перед холодним деформуванням, вносячи додаткові технічні та технологічні проблеми.
Відомий спосіб отримання гільз патронів стрілецької зброї, що включає відрізку заготовки від прутка, виготовлення циліндричного склянки зворотним видавлюванням, потонання стінки витяжкою з утворенням змінної її товщини заданих розмірів, штампування дна з попереднім і остаточним формуванням капсули , що дозволяють отримати остаточний виріб, при цьому склянку виконують ступінчастим з оформленим капсульним гніздом, шляхом поєднання зворотного і прямого видавлювання, потонання стінки ведуть у розширеній частині його щаблі, після чого формують фланець - див. заявку на винахід № 96105717 - прототип. Зворотним видавлюванням заготовки отримують стінку ступінчастої склянки, а прямим видавлюванням з одночасним додатковим тангенціальним стиском заготовки утворюють його донну частину і формують капсульне гніздо. При поєднаному видавлюванні заготовки витікання металу у бік формування дна та капсульного гнізда ведуть з обмеженням на заданий розмір за товщиною дна. Формоутворення фланця з проточкою ведуть розкотним роликом. Формоутворення фланця, що виступає над діаметром гільзи, виробляють висадкою. Звужену ступінь склянки видавлюють на діаметр проточки гільзи, а після витяжки фланець із проточкою висаджують у роз'ємній матриці. Фланець із проточкою висаджують на діаметр, що перевищує найбільший діаметр гільзи. При видавлюванні ступінчастої склянки розміри капсульного гнізда виконують попередніми, а при формоутворенні фланця їх калібрують до отримання остаточних значень. Видавлювання склянки виконують з внутрішнім діаметром, рівним або більше зовнішнього діаметра гільзи, а витяжку з потонанням стінки ведуть з одночасним обрізанням кромки.
Утоненіе стінки ступінчастого напівфабрикату ведуть ротаційною витяжкою або видавлюванням, або багатоперехідною витяжкою. Заготівлю перед видавлюванням калібрують осадом. Осаду заготовки ведуть у штамповому інструменті, призначеному для різання прутка. Щонайменше перед однією з формозмінювальних операцій виробляють термохімічну обробку заготівлі.
Відомий спосіб отримання гільз патронів стрілецької зброї включає відрізку заготовки від прутка, калібрування, отримання циліндричного ступінчастого стаканчика видавлюванням, потонання стінки витяжкою з утворенням змінної її товщини, штампування дна з формуванням капсульного гнізда шляхом поєднання зворотного і прямого
До недоліків відомого способу-прототипу можна віднести неповне використання можливостей процесу холодного видавлювання та дію високих питомих сил у процесі формоутворення стінок гільзи на інструмент, а також високу собівартість виготовлення гільз.
Завданням цього винаходу є усунення недоліків прототипу, зокрема підвищення технологічних можливостей процесу холодного видавлювання, зниження навантажень на інструмент при формоутворенні гільзи і зниження собівартості готової продукції.
Поставлене завдання досягається поєднанням відомих ознак, таких як відрізка заготовки від прутка (дроту), виготовлення циліндричного ступінчастого стаканчика видавлюванням, потонання стінки стаканчика витяжкою з утворенням її змінної товщини, штампування дна ступінчастого стаканчика з формуванням капсульного зворотного гнізда. , що полягають у тому, що ступінчастий стаканчик отримують суміщеним поперечно-подовжнім видавлюванням заготовки в матрицю, виконану з напрямною частиною і кільцевою робочою порожниною діаметром, що перевищує діаметр напрямної частини, використовують протипуансон діаметром, рівним 0,5 1,5 діаметра напрямної частини матриці, образу з перетином напрямної частини матриці з внутрішньою поверхнею робочої порожнини зазор, при цьому поперечно-подовжнє видавлювання заготовки проводять з частковим або повним витісненням матеріалу заготовки з напрямної частини матриці в її кільцеву робочу порожнину. різ зазор.
Використовують протипуансон, робочий торець якого виконаний плоским або фігурним, наприклад, сферичною, конічною опуклою, увігнутою конічною форми.
Новизною запропонованого технічного рішення є отримання ступінчастої стаканчика суміщеним поперечно-подовжнім видавлюванням в матрицю, виконану з напрямною частиною і кільцевою робочою порожниною діаметром, що перевищує діаметр напрямної частини, використовують протипуансон діаметром, рівним 0,5 1,5 діаметра напрямної частини матриці напрямної частини матриці з внутрішньою поверхнею робочої порожнини зазор, при цьому поперечно-подовжнє видавлювання заготовки виробляють з частковим або повним витісненням матеріалу заготовки з напрямної частини матриці її кільцеву робочу порожнину через зазор.
Такий спосіб виключає технологічну операцію калібрування заготівлі, а заготівлі надає форму та розміри, сприятливі для виконання наступних технологічних операцій та отримання заданих властивостей. При цьому знижується навантаження на робочий інструмент.
Зазначені відмітні ознаки, згідно з проведеними патентно-інформаційними дослідженнями, є новими, промислово здійсненними, неочевидними та спрямовані на досягнення поставленої винаходом завдання.
Додатковими ознаками, що конкретизують основні, спрямовані на отримання позитивного результату, є виконання робочого торця протипуансону плоским або фігурним, наприклад, сферичної або конічної увігнутої або опуклої форми.
На фіг.1 схематично представлені з лівого боку заготовки, встановлені в напрямну частину матриці, а з правого боку - варіанти виконання стаканчиків.
На фіг.2 - варіанти виготовлення стаканчиків: а) - з плоскою донною частиною пуансона; б) - з опуклою поверхнею торця.
На фіг.3 представлені варіанти геометрії кільцевої порожнини матриці та бічної поверхні протипуансону: а) - циліндрична, б) - конічна, в) - сферична.
На графічних матеріалах представлена відрізана від прутка заготовка 1, яка встановлюється в напрямну частину матриці до упору про торець протипуансону, який може бути виконаний з циліндричної 2, або конічної 3, або ступінчастою 4 робочими поверхнями. За допомогою пуансона 5 здійснюється тиск на заготовку 1. Після виконання операції суміщеного поперечно-подовжнього видавлювання з течією матеріалу заготовки з напрямної частини матриці в даному варіанті - вниз в кільцеву робочу порожнину матриці більшого діаметру, яка може бути виконана циліндричної 6 або конічної 7, заготовка 1 набуває циліндричну 8 або ступінчасту форму різної конфігурації 9,10, 11, 12, або конічну ступінчасту 13 або конічну форму 14 стаканчика. Ступінчаста форма стаканчика формується кільцевою циліндричною 6 або конічною 7 порожниною матриці і зовнішньою і зовнішньою поверхнею протипуансоно 2 або 3 або 4.
Внутрішня поверхня робочої порожнини матриці може бути виконана іншої форми, наприклад, багатогранної або криволінійної.
Необхідну за технологією форму торця пуансона виконують або у вигляді площини 15, або увігнутою 16, або опуклою 17 півсфери, або у вигляді увігнутого 18 або опуклого конуса 19. Матриця 20 і 21 може бути виконана з циліндричною або конічною робочою порожниною.
Пропонований спосіб виготовлення гільз патронів стрілецької зброї здійснюють наступним чином.
Від прутка або дроту відрізають заготівлю заданої довжини і подають її в напрямну частину матриці до контакту з протипуансоном 2 або 3, або 4. Пуансон 5, впливаючи на заготовку 1, витісняє матеріал заготівлі, який обтікає протипуансон і витісняється в робочу кільцеву циліндр . При цьому здійснюється поперечно-подовжнє видавлювання зі збігом матеріалу заготовки з напрямної частини матриці кільцеву робочу порожнину матриці більшого діаметра. Повне витіснення матеріалу заготівлі в кільцеву порожнину, матриці з отриманням ступінчастої склянки може здійснюватися при ступінчастому виконанні протипуансону 4.
Далі заготівлю гільзи (ступінчасту склянку) обробляють традиційними способами відповідно до діючих технологічних процесів, надаючи задану форму та розміри. При цьому здійснюють потонання стінки стаканчика витяжкою з утворенням змінної або постійної товщини за допомогою пуансонів і матриць з відповідними робочими розмірами, штампування дна з формуванням капсульного гнізда шляхом поєднання зворотного і прямого видавлювання.
Пропоновані операції формування ступінчастого або циліндричного стаканчика дозволяють надалі отримати необхідну довжину стінок і товщину донної частини стаканчика та якісно надалі сформувати стінки та капсульне гніздо.
Залежно від необхідних форми та розмірів заготовки діаметр протипуансону може бути виконаний рівним 0,5 1,5 діаметра напрямної частини матриці. При діаметрі протипуансону менше 0,5 знижується його стійкість. При діаметрі більше 1,5 діаметра напрямної частини в тілі заготівлі виникають значні напруги, що розтягують, що призводить до збільшення шлюбу по тріщинах. При відстані між нижньою кромкою напрямної частини матриці і робочим торцем пуансона, виконаним менше 0,1 діаметра напрямної частини матриці, виникають значні навантаження на інструмент, що знижують його властивості міцності, а при відстані, що дорівнює 3 (трьом) діаметрам напрямної частини матриці, необхідний великий хід пуансону, недоцільне та непередбачуване деформування матеріалу заготовки.
Виконання робочого торця протипуансону плоским або фігурним, наприклад, сферичної або конічної форми, опуклим або увігнутим дозволяє наблизити форму заготовки до зручної технологічно формі для подальшого деформування.
Конкретний приклад здійснення способу.
Сталеву заготовку 1, відрізану від прутка діаметром 10 мм довжиною 14 мм, помістили в напрямну частину матриці 2. Під впливом (тиском) пуансону 3 метал заготовки витіснили в кільцеву порожнину 6 матриці 2 до її заповнення. При цьому повне заповнення кільцевої порожнини 6 здійснювалося комбінованим поздовжньо-поперечним видавлюванням матеріалу заготовки з напрямної частини матриці зі витіканням (витісненням) матеріалу заготовки кільцеву порожнину матриці більшого діаметра, ніж діаметр її напрямної частини.
В даний час на підприємстві розроблено технічну документацію на виготовлення з прутка гільз до 5,45 мм-патронів. Виготовлена та випробувана на міцність та безвідмовність роботи автоматики зброї дослідна партія гільз, виготовлених за пропонованою технологією. Результати випробування підтвердили технічну можливість та економічну доцільність запропонованого технічного рішення. Промислове освоєння нової технології дозволить економити до 40% металу, підвищити стійкість робочого інструменту, отримувати якісну продукцію, що задовольняє вимогам, що висуваються до неї, зі значним скороченням собівартості її виготовлення.
ФОРМУЛА ВИНАХОДУ
1. Спосіб виготовлення гільз патронів стрілецької зброї, що включає відрізку заготовки від прутка або дроту, отримання циліндричного ступінчастого стаканчика видавлюванням, потонання стінки стаканчика витяжкою з утворенням її змінної товщини, штампування дна ступінчастого стаканчика з формуванням кап , що ступінчастий стаканчик отримують суміщеним поперечно-подовжнім видавлюванням заготовки в матрицю, виконану з напрямною частиною і кільцевою робочою порожниною діаметром, що перевищує діаметр напрямної частини, з використанням протипуансону, виконаного діаметром, рівним 0,5 1,5 діаметра напрямної частини матриці, і з перетином напрямної частини матриці з внутрішньою поверхнею робочої порожнини зазор, при цьому суміщене поперечно-подовжнє видавлювання заготовки здійснюють з частковим або повним витісненням матеріалу заготовки з напрямної частини матриці в її кільцеву ю робочу порожнину через згаданий зазор.
2. Спосіб за п.1, який відрізняється тим, що використовують протипуансон, робочий торець якого виконаний плоским або фігурним, наприклад, сферичної, конічної опуклої, конічної увігнутої форми.
Уроки
Існує досить велика література про вітчизняне стрілецька зброята патронах до нього (калібр до 14,5 мм включно), є матеріали і про окремих їх виробників. Проте розвиток системи патронних заводів – тема маловідома широкому колу читачів, які цікавляться питаннями військової справи.
ПОЧАТОК
Перший патронний завод у Росії було засновано 1869 р. у Петербурзі. У цей час розпочиналося переозброєння армії на американські 4,2-лінійні гвинтівки Бердана під унітарний патрон із латунною гільзою. Паперові патрони (вони з'явилися ще в XVII ст.) і раніше виготовлялися у майстернях у військах або в капсульних закладах при Охтенському (з 1845 р.) та Шостенському (з 1848 р.) порохових заводах.
Рішення побудувати патронний завод саме в Петербурзі було традиційним для практики, що склалася ще з петровських часів, розміщувати багато військових підприємств у столиці та її околицях. Це насамперед залежністю від імпортних поставок сировини, матеріалів та устаткування, а Пітер був основним портом імперії. Поруч знаходився Охтенський пороховий завод, були й підходящі приміщення - винні склади на острові Голодай (Декабристів). До 1872 р. заводом було випущено 5 млн. патронів для гвинтівки Бердана (6 млн. надійшло із США з 8 млн. замовлених).
Наприкінці 1870-х років. розглядалися пропозиції збудувати приватний патронний завод у Бежиці під Брянськом та в інших місцях імперії. У 1880 р. Олександр II затвердив положення про завод Гілленшмідта в Тулі потужністю 30 млн. патронів на рік. У 1886 р. тут розпочали роботу латунно-прокатне та мідно-ливарне виробництва, що забезпечили сировиною для виготовлення гільз не тільки Тульський, а й казенний завод у Петербурзі. Підприємство стало називатися "Тульські мідно-прокатні та патронні заводи".
З початку 1890-х. відбувалося переозброєння російської армії на трилінійну (7,62 мм) гвинтівку Мосіна. На той час завод у Петербурзі було переобладнано і міг давати армії 170 млн. патронів на рік. Програма виробництва нових боєприпасів потребувала великих коштів. Мельхіор для кульних оболонок купували у Франції та Німеччині. Казна намагалася зменшити витрати на дорогі кольорові метали, які великою мірою визначали кінцеву вартість патрона, та намагалася знайти дешевші матеріали. Для того, щоб знизити ціни, на Тульському заводі планували відкрити мельхіорове та латунне відділення при казенному патронному заводі.
Головне артилерійське управління (ДАУ) подумувало і про залучення інших приватних патронних заводів або будівництво нового казенного заводу. У 1895 р. його вирішили розмістити у Луганську. Немаловажну роль у цьому відіграла влада міста, що "лобіювала" створення підприємства на місці колишнього гарматного заводу, що випускав чавунні зброї та закритого в 1887 р. Так з'явився Луганський патронний завод, здатний постачати 100 млн. патронів на рік.
Як і вся військова промисловість Росії, патронні заводи який завжди працювали на проектну потужність. Замовлення (наряди) сильно вагалися, і після насичення армії та складів новою зброєю та патронами відбувався спад виробництва. Мирною продукцією казенні військові заводи мало займалися. Чисельність зайнятих ними частково скорочувалася. Передбачалося, що це переважно підсобні робітники. Але найчастіше йшли кваліфіковані кадри у пошуках великих заробітків. У 1901 р. Петербурзький завод випустив 60,6 млн. гвинтівкових патронів та 3,75 млн. револьверних, Луганський завод – 47 млн. патронів. Майже половину склали неодружені гвинтівкові патрони для навчання військ. Тульському приватному заводу дісталося найменше замовлення на гвинтівкові патрони - лише 6,75 млн. штук.
Тульський завод мав додатковий прибуток від продажу іншим заводам кольорових металів, хоч і перестав бути монополістом, оскільки латунь і мельхіор скарбниця отримувала також від заводів Розенкранц та Франко-Руського в Петербурзі, Кольчугінського заводу у Володимирській губернії. Все ж таки держава розпочала в 1902 р. будівництво латунно-мельхіорового заводу при патронному заводі в Петербурзі, який вже в 1904 р. на 2/3 забезпечував себе цими матеріалами. На той час Тульський завод зміг переорієнтувати надмірні потужності по латуні виробництва гарматних гільз. Як приватне підприємство, завод створив у себе і невійськові виробництва латунних виробів, аж до самоварних заготовок для кустарів та ін.
У Росії було кілька невеликих приватних заводів, що випускали мисливські та револьверні патрони, в основному в Москві та околицях. У Російсько-Бельгійського товариства патронних заводів були підприємства в Кунцеві та Москві (Мар'їна Гай). Суспільство "Н.Феттер та Є.Гінкель" мало дроболиварний та патронний завод у Москві за Крестовською заставою. Заводи працювали для населення та замовлень від скарбниці на боєприпаси не мали. До речі, на початку XX ст., крім них, у Москві та околицях практично не було інших заводів, навіть умовно належать до військових.
ПАТРОННИЙ ГОЛОД
У російсько-японську війну витрати патронів перевершили всі очікування, зокрема з допомогою появи кулеметів. На фронт відправляли запаси боєприпасів із Європейської Росії, і відбулося майже повне виснаження резервів на складах. ДАУ побоювалося навіть, що у разі великої європейської війни армії не буде чим стріляти. Заводи отримали замовлення на максимальну кількість патронів: 200 млн. у Петербурзі, 140 млн. у Луганську та 125 млн. у Тулі. Іноземним заводам було замовлено 500 млн. патронів.
Під впливом японської війни ДАУ стало критично оцінювати існуючий порядок забезпечення патронами військ. Пропонувалося на додаток до збільшення запасів мирного часу розширювати заводи, нарощувати їхню продуктивність, щоб вони при форсованій роботі в період війни могли дати більшу частину споживаних стрілецьких боєприпасів. Зазначалося, що держави Західної Європичерез розвиток казенних і приватних заводів можуть тримати в мирний часвідносно невеликі запаси. Пропонувалося відкрити ще один завод потужністю 100-170 млн. патронів на Волзі, наприклад біля Сизрані, для зручнішого відправлення боєприпасів до азіатських округів. У результаті дійшли висновку, що будівництво нового підприємства дуже дороге, тому потрібно обмежитися реконструкцією існуючих виробництв, що буде набагато дешевшим.
Потужності патронних заводів стали нарощувати з початком нового промислового підйому, що настав після закінчення революції 1905-1907 рр. Вирішено було вдатися до збільшення мобілізаційних запасів патронів, які у вигляді окремих частин. Це дозволяло продовжити термін їх зберігання, а для збирання планувалося відкрити споряджувальні майстерні в Москві, Хабаровську, Кременчуці, Самарі, Омську, Георгіївську. Тому новий патронний завод так і не будували. У 1908 р. на озброєння приймається 7,62 мм патрон з гострою кулею, що повністю завантажило заводи.
До 1911 р. сталося насичення складів новими патронами та скорочення виробництва. Проте на той час загострилася політична обстановка у Європі, і Державна Дума наполягла закупівлі нового устаткування патронних заводів, виділенні їм додаткових замовлень. У 1912 р. у Росії було виготовлено 430 млн. набоїв, у 1913 р. - 544 млн. У цьому році у військах було витрачено 205 млн. набоїв, запас склав 1,5 млрд. штук, планувалося випустити в 1914 р. 600 млн. .патронів. Але для роботи на повну потужність стало не вистачати гвинтівкових порохів, і ГАУ попросило зниження замовлення.
Незабаром після початку Першої світової війни виявився брак усіх видів боєприпасів. Продуктивність оборонних підприємств зросла у 1,5-2 рази за рахунок збільшення робочого часу, скасування свят та вихідних, закупівель обладнання за кордоном, використання тимчасових приміщень. У Петрограді випуск патронів збільшився з 292 млн. штук у 1914 р. до 628 млн. у 1916 р., у Луганську - з 200 до 555 млн., у Тулі зі 182 млн. до 303 млн. Максимум виробництва патронів було досягнуто у жовтні -листопад 1916 р., коли місячна продуктивність, наприклад, Петроградського заводу становила близько 60 млн. гвинтівкових патронів плюс 13,5 млн. патронів для трофейних австрійських гвинтівок. Виготовляв цей завод та патрони для закуплених у Японії гвинтівок "Арісака". Проте власне виробництво набоїв не забезпечувало потреб фронту, тому за кордоном було замовлено 2,2 млрд. набоїв (тобто в 1,5 рази більше річного виробництва російських заводів) на суму 86,6 млн. руб.
В першу світову війнув Росії для виробництва зброї та боєприпасів було залучено багато приватних заводів, що не спеціалізувалися на військовій продукції. Вони взялися за постачання снарядів, вибухових та отруйних речовин, мінометів, аеропланів та ін. Проте патрони, як і раніше, випускалися лише на двох казенних та одному приватному заводах. Приватні підприємства давали комплектуючі матеріали, але не патрони - вироби, потребують особливої точності. Очевидно, було неможливо за короткий термін освоїти їхнє масове виробництво.
У березні 1916 р. було вирішено звести новий казенний патронний завод у Симбірську з річною продуктивністю 840 млн. патронів та гарматних гільз. Будівництво було розпочато у липні 1916 р. правому березі Волги. За планом передбачалося часткове введення підприємства у дію на початку 1917 р., але через проблеми з постачанням устаткування з-за кордону та революційними подіями будівництво сповільнилося.
ВІД РЕВОЛЮЦІЇ ДО ІНДУСТРІАЛІЗАЦІЇ
Параліч транспортної системи, зношування обладнання, нестача матеріалів, втома населення від війни, дві революції стали причиною поступового падіння виробництва в Росії в 1917 р., в т.ч. та патронів. У грудні Рада народних комісарів оголосила про демобілізацію військових заводів, випуск зброї та боєприпасів у країні практично припинився, обладнання руйнувалося, персонал залишав підприємства. Весною 1918 р. почалася екстрена евакуація петроградських заводів, під час якої частина майна загинула або була втрачена в дорозі. Це стосувалося і патронного заводу, відправленого до Симбірська.
Громадянська війна, що почалася, змусила в 1918 р. відновити військове виробництво. Воно відновлювалося в обстановці кадрової, продовольчої, транспортної кризи. Заводи переходили від червоних до білих і, навпаки, вівся саботаж. Тому радянський уряд вирішує побудувати у Подільську новий патронний завод. Під нього зайняли частину снарядного заводу, розташованого в корпусі, орендованому в 1915 р. на заводі "Зінгер". Туди були відправлені залишки обладнання, яке застрягло по дорозі до Симбірська з Петрограда. З осені 1919 р. Подільський завод став виробляти переробку іноземних патронів, а листопаді 1920 р. було випущено першу партію вітчизняних стрілецьких боєприпасів.
У Громадянську війну в Златоусті спробували ввести до ладу Новоуральський патронний завод, оснащений за рахунок частини обладнання з інших підприємств. Однак цей завод був закритий у 1921 році, ще до початку випуску патронів. Обладнання та персонал направили на Симбірський патронний завод, хоч і була спроба повернути ешелон заводу до Петрограда.
Після закінчення громадянської війни виробництво патронів було скорочено. Обмежені замовлення мирного часу прагнули не зосереджувати окремих підприємствах, а розподілити по всій групі однорідних виробництв, щоб підтримувати " на плаву " кожен завод із метою забезпечити мобілізаційні інтереси армії. Ось, наприклад, план на січень 1925 р.: Тула – 9 млн. гвинтівкових та 0,2 млн. револьверних патронів, Луганськ – 13 млн. патронів та 2 млн. обойм, Подільськ – 3,5 млн. патронів, Симбірськ – 4 млн. патронів та 0,5 млн. обойм. Звичайно, не факт, що заводи отримали саме такі замовлення на той період. Для збереження оборонних підприємств на них почали широко впроваджувати випуск мирної продукції, проводилася так звана асиміляція військового та цивільного виробництва.
З форсуванням індустріалізації країни у 1927 р. відбувся швидкий розвиток та патронних підприємств. Тоді ж почалося засекречування військової промисловості, та патронні заводи, крім Тульського, отримали номери: Ульяновський – #3 (з 1922 р. – ім. Володарського), Подільський – #17, Луганський – #60. До патронних, до речі, до середини 1930-х рр. відносили і невеликий Московський дроболиварний завод (#5, потім #58 ім. Ворошилова). З 1932 р. ТПЗ кілька років називали Тульський патронний завод # 10. У тому року додалися завод " Червоний спорядник " у Кунцеве і досвідчений патронний завод (колишній " Пролетарська диктатура " ) у Москві. Обидва вони до 1917 р. входили до Російсько-Бельгійського товариства патронних заводів. У 1933 р. завод у Кунцеві отримав # 46, а завод у Мар'їному Гаю # 54 (потім # 44).
Організаційно всі вищеназвані підприємства входили в патронно-трубковий, а потім у патронно-гільзовий трест Наркомату важкої промисловості. У 1932 р. чисельність робітників цих заводах досягла 22,8 тис. людина, подвоївшись початку індустріалізації. Проте існувала величезна плинність кадрів. Недавні селяни, які надходили на підприємства, поверталися влітку додому на польові роботи, шукали місця з найкращими умовами праці та ін. По багатьох заводах оборонної промисловості кількість тих, хто звільнився, наближалося до середньорічної чисельності. За два наступні роки кількість робітників на патронних заводах скоротилася майже на чверть, але вже до 1935 знову різко зросла. У тому ж році в загальному обсязі їхньої продукції військова становила 50% і коливалася від 43% на ТПЗ до 64% у Луганську та Ульяновську.
З 1934 р. завод #17 зводив на південь від Подільська нові цехи. Незабаром їх стали називати Новоподільським заводом, у грудні 1936 р. він отримав #188, а остаточно відокремився від #17 у січні 1940 р. Завод розташувався між Подільськом та Климівкою (з 1940 р. – м. Климовськ). У 1935 р. у районі Комсомольська-на-Амурі вирішили створити військово-хімічний комбінат для випуску всіх видів боєприпасів, у т.ч. гвинтівкових патронів. Проте через величезні витрати проект не було реалізовано. У 1938 р. з'явилися плани будівництва заводу # 302 в Сизрані та перенесення заводу в Ульяновську із Заволжя на правий берег. Очевидно, це обґрунтовувалося проектами будівництва Куйбишевського водосховища, яке мало затопити територію підприємства. Через війну завод залишився на старому місці, судячи з плану міста, його лише оточили дамбами.
У 1930-ті роки. було освоєно виробництво гільз та кульних оболонок з біметалу (томпак-сталь), а потім виготовлення гільз із сталевої холоднокатаної смуги. Замість свинцевих сердечників стали застосовувати сталеві. Створення власної верстатобудівної бази для випуску набоїв також довелося на ці роки. Використання автоматів харчування забезпечувало до 70% автоматизації виробництва. Конструктором Л.М. Кошкіним розроблялися машини роторного типу і намагалися об'єднати в автоматичні лінії. Першу роторну лінію було застосовано в Ульяновську.
ПІК Великої Вітчизняної
З грудня 1936 р. патронні заводи входили в Народний комісаріат оборонної промисловості, поділений у січні 1939 р. на чотири самостійні наркомати. У цьому патронні заводи було передано над Наркомат боєприпасів (НКБ), а Наркомат озброєння (НКВ). ТПЗ, який отримав наприкінці 1936 # 176, довелося розділити на # 38 ім. С.М. Кірова НКВ з виробництва патронів та завод #176 НКБ з виробництва гарматних гільз. У патронному главку (3-є ГУ) було 49,1 тис. робітників, до нього увійшло і ЦКЛ-44 у Мар'їному Гаї. У 1939 р. почалося будівництво патронних заводів у Володимирі (#303) та Рязані (#304). У Новосибірську зводився комбінат # 179 НКБ, у якому передбачалося виробництво гвинтівкових патронів.
До війні необхідно було збільшити випуск боєприпасів. І тому реконструювалися діючі заводи, скорочувався випуск цивільної продукції (план по 3-му ГУ у грудні 1941 р. становив менше 3% вартості продукції) і будувалися нові підприємства. У березні-квітні 1941 р. відбулося рішення про створення заводів # 524 та 529 у Калініні. Напередодні війни за постановою РНК та ЦК ВКП(б) від 6 червня 1941 р. у систему НКВ під виробництво патронів було передано підприємства та будівництва з інших наркоматів, переважно легкої та місцевої промисловості. Так з'явилися 11 нових патронних заводів (у Москві — #537 та #538, у Києві — #536 та #545, у Вологді — #535, у Ленінграді — #539, у Вітебську — #540, у Харкові — #541, у Дніпропетровську - #542, у Казані - #543, у Глазові - #544). Однак до початку Великої Вітчизняної війни більшість із них навіть не встигли прийняти до НКВ.
Після нападу гітлерівської Німеччини на СРСР лише один із семи діючих патронних заводів - #60 у Ворошиловграді (Луганську) - опинився на окупованій території. Але лише одне з цих підприємств – завод #3 в Ульяновську – не відправили в евакуацію. Інші п'ять розташовувалися на короткому відрізку Москва-Тула довжиною лише 170 км, і фронт підходив до них впритул. Будівництво заводів, що досить далеко просунулися, в Рязані і Володимирі також опинилися в загрозливій зоні. Таким чином, завод в Ульяновську виявився єдиним, що стійко працював патронним підприємством наприкінці 1941 р. і на початку 1942 р. Він же постачав "колег" заготовками. Допомогло те, що це був другий за розмірами патронний завод із високим рівнем автоматизації, закладеним тут у передвоєнні роки.
Інші підприємства, точніше їх окремі виробництва з випуску різних видівпатронів, довелося розміщувати на майданчиках заводів та будівництва легкої та місцевої промисловості, у будинках вишів та технікумів, підсобних приміщеннях типу гаражів тощо. Порівняно компактне обладнання вдалося змонтувати і в таких непристосованих місцях і швидко налагодити виробництво. До кінця 1941 р. почали працювати заводи # 60 у Фрунзі, # 17 у Барнаулі, # 188 у Новосибірську, # 540 в Іркутську, # 541 у Челябінську, # 38 у Юрюзані, # 46 у Свердловську, # 529 у Новій Ля 543 у Казані, # 545 у Чкаловську (Оренбург), а завод # 544 у Глазові вступив у дію наприкінці 1942 р. Нові заводи найчастіше отримували номери евакуйованих, але це не означає, наприклад, що завод із Ворошиловграда цілком переїхав у Фрунзе. Туди перевели лише частину виробництва гвинтівкових патронів з легкою кулею та пістолетних патронів. Решту обладнання з цього найбільшого підприємства відправили на шість інших заводів, включаючи #537 у Кірові, де освоїли випуск кулеметних стрічок. Виготовлення біметалу з Тули перейшло на металургійний завод у Нитву (випускав біметал до війни), який отримав #54.
Починаючи з 1942 р. на колишніх майданчиках було частково відновлено виробництво з використанням устаткування, що залишилося, і зібраного з інших підприємств. У 1943 р. організуються патронне ОКБ-44 у Москві та ЦКБ-3 патронного верстатобудування у Подільську. У 1944 р. почав працювати і завод #270 у звільненому Ворошиловграді. Майже всі інші відроджені заводи також отримали нові номери: # 539 у Тулі, # 711 у Климівську, # 710 у Подільську, # 304 у Кунцеві. Будівництва в Рязані та Володимирі передали іншим відомствам. У Володимирі, наприклад, з'явився завод колісних тракторів.
У 1944 р. виробництво патронів досягло свого максимуму і становило 7,4 млрд. штук порівняно з 3 млрд. 1940 р. Війна закінчувалася, і випуск патронів поступово скорочувався.
СПАД І ЗАХІД
Незабаром після Перемоги, 30 травня 1945 р., було ліквідовано патронні заводи в Іркутську, Челябінську, Новій Лялі, Чкаловську. Обладнання та кадри перекинули на інші підприємства.
У перші повоєнні роки було передано під інші оборонні виробництва заводи у Глазові, Свердловську, Москві, Кунцеві та Подільську. Причому завод у Глазові спочатку планували зробити одним із основних патронних підприємств, навіть перевели туди обладнання з Іркутська та Німеччини. Проте через своє розташування завод підійшов атомному відомству (зараз це Чепецький механічний завод). У Кунцеві (нині в межах Москви) знаходиться Московський радіотехнічний завод, головний за системою ППО "С-300ПМУ". Завод у Свердловську влився в оптико-механічний завод #217 тощо. У патронному виробництві залишилися заводи у Климовську, Тулі, Ворошиловграді, Ульяновську, Юрюзані, Новосибірську, Барнаулі та Фрунзе. ЦКЛ-3 та ОКБ-44 (у складі НДІ-61) перебазували до Климовська, де було створено науковий центр патронного виробництва.
Після війни на патронних заводах різко зріс випуск цивільної продукції - верстатів, машинних ланцюгів, приладів, товарів народного споживання тощо. Відновилося виготовлення мисливських та спортивних патронів, налагодили виробництво будівельних патронів Заводи з вузькоспеціалізованих підприємств перетворилися на багатопрофільні. На початку 1960-х років. що патрони становили лише 4% продукції заводу у Фрунзе, 9% - в Ульяновську, 19% - у Тулі. Проте переоснащення заводів новим поколінням роторного та конвеєрно-роторного обладнання дозволило досягти високої автоматизації виробництва та підтримувати мобілізаційну готовність підприємств. Їхній склад не змінювався до 1982 р., коли на Далекому Сходівступила в дію перша черга заводу в Амурську, що будувався з 1976 р.
Наприкінці 1980-х років. різко скоротилося оборонне замовлення, виникли проблеми та зі збутом цивільної продукції. Виробництво набоїв припинили на Юрюзанському механічному заводі. Починаючи з 1992 р. були акціоновані Новосибірський завод низьковольтної апаратури, Клімівський штампувальний завод, Тульський патронний завод, Барнаульський верстатобудівний завод та КБ автоматичних ліній у Климівську (колишній ЦКЛ-3). Але уряд РФ у 1996 р. заборонив приватизацію Ульяновського машинобудівного заводу, заводу "Вимпел" в Амурську, ЦНДІ точного машинобудування в Климівську (зброя та патрони, колишній НДІ-61). Багато патронних заводів створили дочірні підприємства. Наприклад, ВАТ "Схід" займається виготовленням будівельно-монтажних набоїв, а ЗАТ "Вікторі-К" - дробових набоїв.
Заводи стали шукати свою ринкову нішу у роботі на експорт, насамперед у продажу за кордон спортивних та мисливських патронів. У деяких це вийшло досить успішно: наприклад, за даними Новосибірського заводу, в 1999 р. його експортні поставки склали понад 60% загального обсягу виробництва та 90% патронної продукції (бойові, спортивно-мисливські та будівельні патрони). Інші підприємства перебувають у тяжкому фінансовому становищі, випадки процедур банкрутства, відключалися комунікації за борги тощо. Завод у Юрюзані не зміг вижити за рахунок однойменних холодильників, оскільки масовий імпорт побутової технікидобив подібні цивільні провадження оборонки. Нещодавно підприємство було продано на торгах і нові власники збираються відновити випуск набоїв. Втім, закріпитись на цьому сегменті ринку новому учаснику буде важко.
ULD 03-04-2006 12:01
По порядку, починаючи від заготівлі у формі "млинця".
1-заготовка із металевого листа у формі кола
2-стаканчик з округлим дном і "рваним" верхом
3-та ж склянка, але вже з обробленим верхом
5-відформоване дульце гільзи
6-виконана кільцева проточка у донця
7-гільза покрита лаком.
semtex 03-04-2006 16:46
ULD
Усе. Більше нічого не знаю – я не працівник патронного підприємства.
А більше і не треба... Тепер буржуїни знають секрет виробництва патронів у Червоній армії))))))))
ULD 03-04-2006 16:48
Дякую, найкращої подяки і не треба
Jenya 03-04-2006 17:34
Пізнавально. Олегу респект!
TSV 03-04-2006 22:01
quote: Originally posted by ULD:
4-в стаканчику зроблено капсульне гніздо та нанесено маркуванняУсе. Більше нічого не знаю – я не працівник патронного підприємства.
Щось не сходиться.
Якщо загнути всередину опукле дно стаканчика, а потім проточити його на токарному, то дно повинно просто вивалитися. Різець підріже оболонку корпусу.
Те, що на дно відводиться частина металу з великою товщиною – не віриться. З п'ята витягнути гільзу і при цьому залишити подвійну товщину на дно - не відомо це.
ДонПедро 03-04-2006 22:59
Чого ж незрозумілого? Подивіться на будь-яку пляшку кока-коли. Її роблять за схожою технологією. І донце у неї завжди товщі. А метал при належному рівні тиску та температури тече так само, як і пластмаса.
ДонПедро 03-04-2006 23:02
І все ж таки треба попросити шановного ULD заміряти глибиноміром штангелю реальну глибину вже обрізаного стаканчика і порівняти з його довжиною.
Gost12 03-04-2006 23:33
Стадії виготовлення гільз показані досить точно (дещо скороченому вигляді, що проте не змінює суті).
З приводу товщини дна гільзи, достатньо поздовжньо розпиляти будь-яку...
ULD 04-04-2006 10:39
Штангенциркуль давайте – поміряю
А пиляти, на жаль, не буду – мені їх на зберігання залишили.
ULD 04-04-2006 12:22
Звісно, такий замір не претендує на прецизійну точність, т.к. міряв без штангенциркуля, але товщина денця заготовки (з невиготовленим капсульним гніздом) близько 3,5 мм (+-0,5 мм похибка вимірювання олівцем)
Mower_man 07-04-2006 12:53
хехе... а тепер подивимося як теж саме освоювали аж 1886 року...
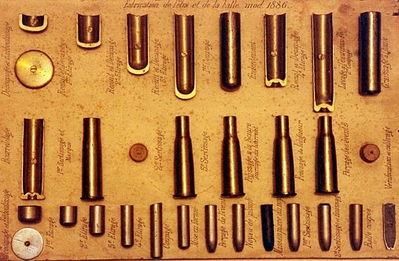
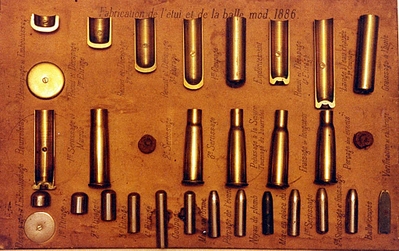

Може, звичайно, глибока витяжка сталі в наш час досягла небачених висот, але мені здається, що добірка заготовок неповна, без проміжних стадій.
Можливо штампують на роторних лініях, тоді зрозуміло, чому немає проміжних операцій та заготовок. Кожен проміжний зразок відловлено на кінці ротора.
ULD 07-04-2006 14:26
Ну, загнули те саме... Добірка заготовок...
Що було, те й спер
Тобто сфоткав
Laborant 07-04-2006 17:48
Є, є проміжні переходи при глибокій витяжці, інакше рветься метал.
67890 22-04-2006 01:36
Та й тижні видалися, не те що відповідь написати, форум толком почитати ніколи.
Спасибі ULD і Mower_man за фотографії, дуже пізнавально. Mower_man, а де це висить? Схоже на Францію чи Бельгію? Ксаті, чи немає на форумі представників патронного виробництва? Я не збираюся організовувати його вдома під ліжком, США цього і без мене вистачає, просто хотілося з'ясувати деякі дрібні деталі (не комерційну таємницю). Бо Гугл видає тут торговців, а Росії історичні екскурси про ВВВ. Не знаю, коли знову пощастить відписатися, наступний тиждень теж обіцяє бути...
VVL 23-04-2006 20:43
п-ф 24-04-2006 12:48
quote: Originally posted by VVL:
З читаного колись пам'ятаю тільки, що доводиться возитися з шийкою гільзи - чим сильніше виражена "пляшка" - тим більше виникає напруга металу. Знімається, як завжди, відпалом. Той самий опал використовують ще на попередній стадії обрізання рваного краю стаканчика-заготовки... Багато, багато там хитрощів. Тим паче, під час роботи з різними металами.
На сталевий гільзі є такий технологічний момент - відпрацювання донної складки. Якщо складка "неправильна" - жопу гільзи відриватиме нах. Що взагалі і було з першими партіями комерційних на наших ПЗ, у народу відривало дупи гільз у рушницях. Згодом цю проблему вирішили.
Ось трешкіна гільза-напівфабрикат, таврування вже є, запальних отворів немає, і форма ще циліндр. Можливо, хтось знає, де ця книга є в Інтернеті?
З повагою, Donkey
Old_Rat 06-07-2006 12:31
загубився не курсовик а його володар - всеж 15 років минуло
а ось молодь (можливо й форумна) там навчатиметься і пише аналогічні курсовики
Donkey 09-07-2006 12:22
quote: Originally posted by Old_Rat:
а по книзі можна подивитися в міській бібліотеці - відразу не обіцяю, але протягом місяця гляну

